

Article Sidebar
Downloads
Main Article Content
Abstract
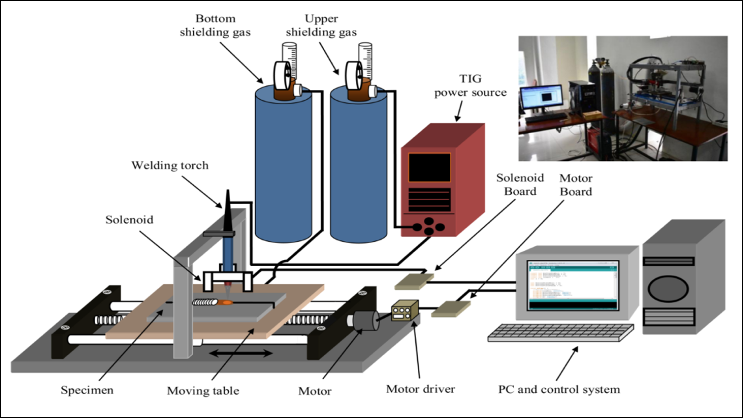
This paper reports the use of External Magnetic Field-Tungsten Inert Gas (EMF-TIG) method in butt joint applications to determine the effect of welding arc compression on the quality of butt joint of SS 304 thin plate was reported. The welding process was performed without using filler or autogenous welds. The external magnetic field was generated by placing a magnetic solenoid around the TIG welding torch. The results of this study showed that EMF-TIG welding can produce a more uniform bead width along the weld line compare with conventional TIG. Moreover, the D/W ratio obtained under external magnetic field was higher than without magnetic. However, the tensile strength of butt joint decreased with EMF-TIG because there is constriction in arc welding which produces shrinkage weld pool volume. In addition, high welding speeds result in a decrease in the tensile strength of both conventional TIG and EMF-TIG welds.
Keywords
Article Details

This work is licensed under a Creative Commons Attribution-NonCommercial 4.0 International License.
References
- H. Eisazadeh, D. J. Haines, and M. Torabizadeh, "Effects of gravity on mechanical properties of GTA welded joints," Journal of Materials Processing Technology, vol. 214, pp. 1136-1142, 2014.
- K.-H. Tseng and K.-L. Chen, "Comparisons between TiO2- and SiO2-flux assisted TIG welding processes," Journal of Nanoscience and Nanotechnology, vol. 12, pp. 6359-6367, 2012.
- K.-H. Tseng and K.-J. Chuang, "Application of iron-based powders in tungsten inert gas welding for 17Cr–10Ni–2Mo alloys," Powder Technology, vol. 228, pp. 36-46, 2012.
- S. Okano and M. Mochizuki, "Transient distortion behavior during TIG welding of thin steel plate," Journal of Materials Processing Technology, vol. 241, pp. 103-111, 2017.
- K.-H. Tseng, "Development and application of oxide-based flux powder for tungsten inert gas welding of austenitic stainless steels," Powder Technology, vol. 233, pp. 72-79, 2013.
- S. Okano and M. Mochizuki, "Experimental study on generation characteristics of weld buckling distortion in thin plate," Transactions of the JSME (in Japanese), vol. 82, pp. 15-00314-15-00314, 2016.
- T. Chen, Z. Xiaoning, B. Bai, Z. Xu, C. Wang, and W. Xia, "Numerical study of DC argon arc with axial magnetic fields," Plasma Chemistry and Plasma Processing, vol. 35, pp. 61-74, 2015.
- K. Nomura, Y. Ogino, and Y. Hirata, "Shape control of TIG arc plasma by cusp-type magnetic field with permanent magnet," Welding International, vol. 26, pp. 759-764, 2012.
- Q. Sun, J. Wang, C. Cai, Q. Li, and J. Feng, "Optimization of magnetic arc oscillation system by using double magnetic pole to TIG narrow gap welding," The International Journal of Advanced Manufacturing Technology, vol. 86, pp. 761-767, 2016.
- H. Wu, Y. Chang, L. Lu, and J. Bai, "Review on magnetically controlled arc welding process," The International Journal of Advanced Manufacturing Technology, vol. 91, pp. 4263-4273, 2017.
- K. Nomura, Y. Ogino, T. Haga, and Y. Hirata, "Influence of magnet configurations on magnetic controlled TIG arc welding," Transactions of JWRI, vol. 39, pp. 209-210, 2010.
- M. Shoichi, M. Yukio, T. Koki, T. Yasushi, M. Yukinori, and M. Yusuke, "Study on the application for electromagnetic controlled molten pool welding process in overhead and flat position welding," Science and Technology of Welding and Joining, vol. 18, pp. 38-44, 2013.
- A. S. Baskoro, S. Frisman, A. Yogi, and W. Winarto, "Improvement of tungsten inert gas (TIG) welding penetration using the effect of electromagnetic field," in Applied Mechanics and Materials, 2014, pp. 558-563.
- M. Bachmann, V. Avilov, A. Gumenyuk, and M. Rethmeier, "About the influence of a steady magnetic field on weld pool dynamics in partial penetration high power laser beam welding of thick aluminium parts," International Journal of Heat and Mass Transfer, vol. 60, pp. 309-321, 2013.
- M. Bachmann, V. Avilov, A. Gumenyuk, and M. Rethmeier, "Experimental and numerical investigation of an electromagnetic weld pool control for laser beam welding," Physics Procedia, vol. 56, pp. 515-524, 2014.
- M. Bachmann, V. Avilov, A. Gumenyuk, and M. Rethmeier, "Experimental and numerical investigation of an electromagnetic weld pool support system for high power laser beam welding of austenitic stainless steel," Journal of Materials Processing Technology, vol. 214, pp. 578-591, 2014.
- A. V. d. Queiroz, M. T. Fernandes, L. Silva, R. Demarque, C. R. Xavier, and J. A. d. Castro, "Effects of an External Magnetic Field on the Microstructural and Mechanical Properties of the Fusion Zone in TIG Welding," Metals, vol. 10, p. 714, 2020.
- A. S. Baskoro, A. Fauzian, H. Basalamah, G. Kiswanto, and W. Winarto, "Improving weld penetration by employing of magnetic poles’ configurations to an autogenous tungsten inert gas (TIG) welding," The International Journal of Advanced Manufacturing Technology, vol. 99, pp. 1603-1613, 2018.
- H. J. Aval, A. Farzadi, S. Serajzadeh, and A. Kokabi, "Theoretical and experimental study of microstructures and weld pool geometry during GTAW of 304 stainless steel," The International Journal of Advanced Manufacturing Technology, vol. 42, pp. 1043-1051, 2009.
- J. Pan, S. Hu, L. Yang, and H. Li, "Simulation and analysis of heat transfer and fluid flow characteristics of variable polarity GTAW process based on a tungsten–arc-specimen coupled model," International Journal of Heat and Mass Transfer, vol. 96, pp. 346-352, 2016.
- K. Nomura, K. Morisaki, and Y. Hirata, "Magnetic control of arc plasma and its modelling," Welding in the World, vol. 53, pp. R181-R187, 2009.