
The role of bio-based cutting fluids for sustainable manufacturing and machining processes: A holistic review
Article Sidebar
Main Article Content
Abstract
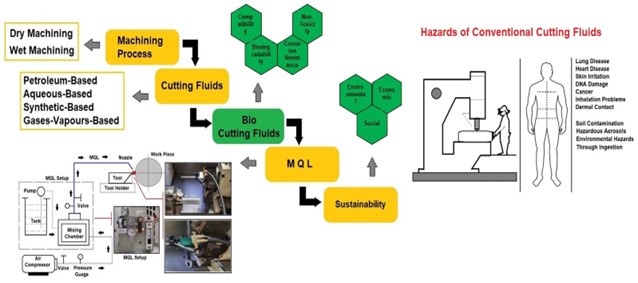
Metal cutting fluids (MCFs) play a significant role in cooling and lubricating the cutting zones during various machining operations. The commercially available MCFs like mineral and petroleum oils cater to approximately 75% of the market needs. However, these MCFs harm the worker's health and environment. Therefore, sustainable and eco-friendly MCFs are gaining widespread acceptance in industries. This study critically analyses the recent improvements in metal cutting fluids in drilling, milling, and turning operations with the prospect of accomplishing green and sustainable manufacturing. Furthermore, this study highlights the role of bio-based cutting fluids in the manufacturing industry and the effect of non-bio-based coolants on the environment, and human health hazards are highlighted. In addition, this study analyses minimum quantity lubrication (MQL) techniques applied in various metal-removing operations. Finally, this review article recommends that bio-based cutting fluids combined with MQL techniques can achieve the sustainability goals of the manufacturing industry.
Downloads
Article Details

This work is licensed under a Creative Commons Attribution-NonCommercial 4.0 International License.
References
[2] T. Mang and W. Dresel, Lubricants and lubrication. John Wiley & Sons, 2007.
[3] M. P. Schneider, “Plant‐oil‐based lubricants and hydraulic fluids,” Journal of the Science of Food and Agriculture, vol. 86, no. 12, pp. 1769–1780, 2006, doi: 10.1002/jsfa.2559.
[4] K. K. Gajrani and M. R. Sankar, “Past and current status of eco-friendly vegetable oil based metal cutting fluids,” Materials Today: Proceedings, vol. 4, no. 2, pp. 3786–3795, 2017, doi: 10.1016/j.matpr.2017.02.275.
[5] R. Somashekaraiah, D. P. Gnanadhas, S. V. Kailas, and D. Chakravortty, “Eco-friendly, non-toxic cutting fluid for sustainable manufacturing and machining processes,” Tribology Online, vol. 11, no. 5, pp. 556–567, 2016, doi: 10.2474/trol.11.556.
[6] P. Nagendramma and S. Kaul, “Development of ecofriendly/biodegradable lubricants: An overview,” Renewable and sustainable energy reviews, vol. 16, no. 1, pp. 764–774, 2012, doi: 10.1016/j.rser.2011.09.002.
[7] J. C. J. Bart, E. Gucciardi, and S. Cavallaro, Biolubricants: Science and Technology, 1st ed. Philadelphia, USA: Woodhead Publishing Series in Energy, 2012.
[8] R. Sankaranarayanan and G. M. Krolczyk, “A comprehensive review on research developments of vegetable-oil based cutting fluids for sustainable machining challenges,” Journal of Manufacturing Processes, vol. 67, pp. 286–313, 2021, doi: 10.1016/j.jmapro.2021.05.002.
[9] F. W. Taylor, On the art of cutting metals. New York: American Society of Mechanical Engineers, 1907.
[10] F. Klocke, L. Settineri, D. Lung, P. C. Priarone, and M. Arft, “High performance cutting of gamma titanium aluminides: Influence of lubricoolant strategy on tool wear and surface integrity,” Wear, vol. 302, no. 1–2, pp. 1136–1144, 2013, doi: 10.1016/j.wear.2012.12.035.
[11] J. Zhao and Z. Liu, “Influences of coating thickness on cutting temperature for dry hard turning Inconel 718 with PVD TiAlN coated carbide tools in initial tool wear stage,” Journal of Manufacturing Processes, vol. 56, pp. 1155–1165, 2020, doi: 10.1016/j.jmapro.2020.06.010.
[12] H. J. Maier et al., “Towards dry machining of titanium-based alloys: A new approach using an oxygen-free environment,” Metals, vol. 10, no. 9, p. 1161, 2020, doi: 10.3390/met10091161.
[13] M. Rakesh and S. Datta, “Effects of cutting speed on chip characteristics and tool wear mechanisms during dry machining of Inconel 718 using uncoated WC tool,” Arabian Journal for Science and Engineering, vol. 44, pp. 7423–7440, 2019, doi: 10.1007/s13369-019-03785-y.
[14] C. Moganapriya, R. Rajasekar, T. Mohanraj, V. K. Gobinath, P. S. Kumar, and C. Poongodi, “Dry machining performance studies on TiAlSiN coated inserts in turning of AISI 420 martensitic stainless steel and multi-criteria decision making using Taguchi-DEAR approach,” Silicon, pp. 1–14, 2021, doi: 10.1007/s12633-021-01202-4.
[15] S. Jozić, I. Dumanić, and D. Bajić, “Experimental analysis and optimization of the controllable parameters in turning of en aw-2011 alloy; dry machining and alternative cooling techniques,” Facta Universitatis, Series: Mechanical Engineering, vol. 18, no. 1, pp. 13–29, 2020, doi: 10.22190/FUME191024009J.
[16] Mc Coy JS, “Introduction: Tracing the historical development of metalworking fluids,” in Metalworking Fluids, 2nd ed., London: CRC Publishers, 2006, pp. 1–18.
[17] L. Pop, C. Puşcaş, G. Bandur, G. Vlase, and R. Nuţiu, “Basestock oils for lubricants from mixtures of corn oil and synthetic diesters,” Journal of the American Oil Chemists’ Society, vol. 85, pp. 71–76, 2008, doi: 10.1007/s11746-007-1156-z.
[18] E. Kuram, B. Ozcelik, M. Bayramoglu, E. Demirbas, and B. T. Simsek, “Optimization of cutting fluids and cutting parameters during end milling by using D-optimal design of experiments,” Journal of Cleaner Production, vol. 42, pp. 159–166, 2013, doi: 10.1016/j.jclepro.2012.11.003.
[19] S. Kalpakjian and S. R. Schmid, Manufacturing Engineering and Technology, 6th ed. California, USA: Prentice Hall, 2010.
[20] L. Tang et al., “Biological stability of water-based cutting fluids: progress and application,” Chinese Journal of Mechanical Engineering, vol. 35, pp. 1–24, 2022, doi: 10.1186/s10033-021-00667-z.
[21] J. M. Vieira, A. R. Machado, and E. O. Ezugwu, “Performance of cutting fluids during face milling of steels,” Journal of Materials Processing Technology, vol. 116, no. 2–3, pp. 244–251, 2001, doi: 10.1016/S0924-0136(01)01010-X.
[22] S. Zahoor, W. Abdul-Kader, and K. Ishfaq, “Sustainability assessment of cutting fluids for flooded approach through a comparative surface integrity evaluation of IN718,” The International Journal of Advanced Manufacturing Technology, vol. 111, pp. 383–395, 2020, doi: 10.1007/s00170-020-06130-y.
[23] R. Kumar, A. K. Sahoo, P. C. Mishra, and R. K. Das, “Performance of near dry hard machining through pressurised air water mixture spray impingement cooling environment,” International Journal of Automotive and Mechanical Engineering, vol. 16, no. 1, pp. 6108–6133, 2019, doi: 10.15282/ijame.16.1.2019.3.0465.
[24] R. F. Avila and A. M. Abrao, “The effect of cutting fluids on the machining of hardened AISI 4340 steel,” Journal of materials processing technology, vol. 119, no. 1–3, pp. 21–26, 2001, doi: 10.1016/S0924-0136(01)00891-3.
[25] X. Wu et al., “Circulating purification of cutting fluid: an overview,” The International Journal of Advanced Manufacturing Technology, vol. 117, no. 9–10, pp. 2565–2600, 2021, doi: 10.1007/s00170-021-07854-1.
[26] K. K. Gajrani, D. Ram, and M. R. Sankar, “Biodegradation and hard machining performance comparison of eco-friendly cutting fluid and mineral oil using flood cooling and minimum quantity cutting fluid techniques,” Journal of Cleaner Production, vol. 165, pp. 1420–1435, 2017, doi: 10.1016/j.jclepro.2017.07.217.
[27] M. C. de Souza, J. F. de Souza Gonçalves, P. C. Gonçalves, S. Y. S. Lutif, and J. de Oliveira Gomes, “Use of Jatropha and Moringa oils for lubricants: metalworking fluids more environmental-friendly,” Industrial crops and products, vol. 129, pp. 594–603, 2019, doi: 10.1016/j.indcrop.2018.12.033.
[28] J. K. Mannekote, S. V Kailas, K. Venkatesh, and N. Kathyayini, “Environmentally friendly functional fluids from renewable and sustainable sources-A review,” Renewable and sustainable energy reviews, vol. 81, pp. 1787–1801, 2018, doi: 10.1016/j.rser.2017.05.274.
[29] Market Research Report, “Natural Oil Polyols Market Size , Share & Trends Analysis Report By Product (Soy oil, Castor oil, Palm oil, Canola oil, Sunflower oil, Others), By Application (Furniture and Interiors, Construction, Electronics & Appliances, Others), By Region, And Segmen,” 2022. [Online]. Available: https://www.grandviewresearch.com/industry-analysis/natural-oil-polyols-nop-market.
[30] K. K. Gajrani and M. R. Sankar, “Sustainable cutting fluids: thermal, rheological, biodegradation, anti-corrosion, storage stability studies and its machining performance,” Encyclopedia of Renewable and Sustainable Materials, vol. 1, pp. 839–852, 2020, doi: 10.1016/B978-0-12-803581-8.11152-X.
[31] U. S. Dixit, D. K. Sarma, J. P. Davim, U. S. Dixit, D. K. Sarma, and J. P. Davim, “Machining with minimal cutting fluid,” in Environmentally friendly machining, Boston: Springer, 2012, pp. 9–17.
[32] A. D. Jayal, A. K. Balaji, R. Sesek, A. Gaul, and D. R. Lillquist, “Machining performance and health effects of cutting fluid application in drilling of A390. 0 cast aluminum alloy,” Journal of Manufacturing processes, vol. 9, no. 2, pp. 137–146, 2007, doi: 10.1016/S1526-6125(07)70114-7.
[33] E. Abd Rahim and H. Dorairaju, “Evaluation of mist flow characteristic and performance in minimum quantity lubrication (MQL) machining,” Measurement, vol. 123, pp. 213–225, 2018, doi: 10.1016/j.measurement.2018.03.015.
[34] B. Boswell, M. N. Islam, I. J. Davies, Y. R. Ginting, and A. K. Ong, “A review identifying the effectiveness of minimum quantity lubrication (MQL) during conventional machining,” The International Journal of Advanced Manufacturing Technology, vol. 92, pp. 321–340, 2017, doi: 10.1007/s00170-017-0142-3.
[35] V. S. Sharma, M. Dogra, and N. M. Suri, “Cooling techniques for improved productivity in turning,” International Journal of Machine Tools and Manufacture, vol. 49, no. 6, pp. 435–453, 2009, doi: 10.1016/j.ijmachtools.2008.12.010.
[36] S. J. Skerlos, K. F. Hayes, A. F. Clarens, and F. Zhao, “Current advances in sustainable metalworking fluids research,” International journal of sustainable manufacturing, vol. 1, no. 1–2, pp. 180–202, 2008, doi: 10.1504/IJSM.2008.019233.
[37] A. S. Varadarajan, P. K. Philip, and B. Ramamoorthy, “Investigations on hard turning with minimal cutting fluid application (HTMF) and its comparison with dry and wet turning,” International journal of Machine Tools and manufacture, vol. 42, no. 2, pp. 193–200, 2002, doi: 10.1016/S0890-6955(01)00119-5.
[38] G. M. Krolczyk et al., “Ecological trends in machining as a key factor in sustainable production–a review,” Journal of Cleaner Production, vol. 218, pp. 601–615, 2019, doi: 10.1016/j.jclepro.2019.02.017.
[39] M. Naresh Babu, V. Anandan, N. Muthukrishnan, A. A. Arivalagar, and M. Dinesh Babu, “Evaluation of graphene based nano fluids with minimum quantity lubrication in turning of AISI D3 steel,” SN Applied Sciences, vol. 1, pp. 1–15, 2019, doi: 10.1007/s42452-019-1182-0.
[40] V. P. S. Kumar, K. M. Subramanian, B. Stalin, and J. Vairamuthu, “Influence of ZnO nanoparticles on thermophysical and tribological properties of polyolester oil,” Materials Research Express, vol. 8, no. 4, p. 45502, 2021, doi: 10.1088/2053-1591/abf282.
[41] R. Robinson Gnanadurai and S. Mesfin, “Investigations on the effect of silver nanoparticles on performance of coconut oil based cutting fluid in minimal fluid application,” Advances in Mechanical Engineering, vol. 14, no. 1, p. 16878140211070444, 2022, doi: 10.1177/16878140211070445.
[42] H. Xie, Y. Wei, B. Jiang, C. Tang, and C. Nie, “Tribological properties of carbon nanotube/SiO2 combinations as water-based lubricant additives for magnesium alloy,” Journal of Materials Research and Technology, vol. 12, pp. 138–149, 2021, doi: 10.1016/j.jmrt.2021.02.079.
[43] A. K. Sharma, A. K. Tiwari, A. R. Dixit, R. K. Singh, and M. Singh, “Novel uses of alumina/graphene hybrid nanoparticle additives for improved tribological properties of lubricant in turning operation,” Tribology International, vol. 119, pp. 99–111, 2018, doi: 10.1016/j.triboint.2017.10.036.
[44] T. Singh, J. S. Dureja, M. Dogra, and M. S. Bhatti, “Machining performance investigation of AISI 304 austenitic stainless steel under different turning environments,” International Journal of Automotive and Mechanical Engineering, vol. 15, no. 4, pp. 5837–5862, 2018, doi: 10.15282/ijame.15.4.2018.10.0447.
[45] W. Yu and H. Xie, “A review on nanofluids: preparation, stability mechanisms, and applications,” Journal of nanomaterials, vol. 2012, 2012, doi: 10.1155/2012/435873.
[46] B. Nowack, H. F. Krug, and M. Height, “120 years of nanosilver history: implications for policy makers,” Environmental Science & Technology, vol. 45, no. 4, pp. 1177–1183, 2011, doi: 10.1021/es103316q.
[47] R. R. Srikant, D. N. Rao, M. S. Subrahmanyam, and V. P. Krishna, “Applicability of cutting fluids with nanoparticle inclusion as coolants in machining,” Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, vol. 223, no. 2, pp. 221–225, 2009, doi: 10.1243/13506501JET463.
[48] P. Muthuswamy, “An environment-friendly sustainable machining solution to reduce tool consumption and machining time in face milling using a novel wiper insert,” Materials Today Sustainability, vol. 22, p. 100400, 2023, doi: 10.1016/j.mtsust.2023.100400.
[49] NIOSH, “Criteria for a recommended standard occupational exposure to metalworking fluids.” Department of Health and Human Services, 1998.
[50] S. A. Lawal, I. A. Choudhury, and Y. Nukman, “Application of vegetable oil-based metalworking fluids in machining ferrous metals—a review,” International Journal of Machine Tools and Manufacture, vol. 52, no. 1, pp. 1–12, 2012, doi: 10.1016/j.ijmachtools.2011.09.003.
[51] B. Beekhuis, “Influence of solid contaminants in metal working fluids on the grinding process,” Advanced Materials Research, vol. 769, pp. 61–68, 2013, doi: 10.4028/www.scientific.net/AMR.769.61.
[52] H. S. Abdalla, W. Baines, G. McIntyre, and C. Slade, “Development of novel sustainable neat-oil metal working fluids for stainless steel and titanium alloy machining. Part 1. Formulation development,” The International Journal of Advanced Manufacturing Technology, vol. 34, pp. 21–33, 2007, doi: 10.1007/s00170-006-0585-4.
[53] C.-C. Wu and H.-M. Liu, “Determinants of metals exposure to metalworking fluid among metalworkers in Taiwan,” Archives of environmental & occupational health, vol. 69, no. 3, pp. 131–138, 2014, doi: 10.1080/19338244.2012.750589.
[54] A. Shokrani, V. Dhokia, and S. T. Newman, “Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids,” International Journal of machine Tools and manufacture, vol. 57, pp. 83–101, 2012, doi: 10.1016/j.ijmachtools.2012.02.002.
[55] S. Kalpakjian and S. R. Schmid, Manufacturing Engineering and Technology, 6th ed. California: Prentice Hall, 2010.
[56] Y. Shokoohi, E. Khosrojerdi, and B. H. R. Shiadhi, “Machining and ecological effects of a new developed cutting fluid in combination with different cooling techniques on turning operation,” Journal of Cleaner Production, vol. 94, pp. 330–339, 2015, doi: 10.1016/j.jclepro.2015.01.055.
[57] N. Anand, A. S. Kumar, and S. Paul, “Effect of cutting fluids applied in MQCL mode on machinability of Ti-6Al-4V,” Journal of Manufacturing Processes, vol. 43, pp. 154–163, 2019, doi: 10.1016/j.jmapro.2019.05.029.
[58] N. Szczotkarz et al., “Cutting tool wear in turning 316L stainless steel in the conditions of minimized lubrication,” Tribology International, vol. 156, p. 106813, 2021, doi: 10.1016/j.triboint.2020.106813.
[59] P. Sivaiah, “Experimental investigation and modelling of MQL assisted turning process during machining of 15-5 PH stainless steel using response surface methodology,” SN Applied Sciences, vol. 1, pp. 1–13, 2019, doi: 10.1007/s42452-019-0827-3.
[60] A. Pal, S. S. Chatha, and H. S. Sidhu, “Performance evaluation of various vegetable oils and distilled water as base fluids using eco-friendly MQL technique in drilling of AISI 321 stainless steel,” International Journal of Precision Engineering and Manufacturing-Green Technology, vol. 9, no. 3, pp. 745–764, 2022, doi: 10.1007/s40684-021-00355-2.
[61] J. C. C. Rubio, B. A. Rezende, L. M. G. Vieira, H. M. Romero, and L. A. R. Brenes, “Comparative study on lubricating and cooling conditions in the drilling process of electrolytic copper,” The International Journal of Advanced Manufacturing Technology, vol. 101, pp. 2633–2641, 2019, doi: 10.1007/s00170-018-3139-7.
[62] Q. Yin et al., “Effects of physicochemical properties of different base oils on friction coefficient and surface roughness in MQL milling AISI 1045,” International Journal of Precision Engineering and Manufacturing-Green Technology, pp. 1–19, 2021, doi: 10.1007/s40684-021-00318-7.
[63] A. Race et al., “Environmentally sustainable cooling strategies in milling of SA516: Effects on surface integrity of dry, flood and MQL machining,” Journal of Cleaner Production, vol. 288, p. 125580, 2021, doi: 10.1016/j.jclepro.2020.125580.
[64] J. Rajaguru and N. Arunachalam, “A comprehensive investigation on the effect of flood and MQL coolant on the machinability and stress corrosion cracking of super duplex stainless steel,” Journal of Materials Processing Technology, vol. 276, p. 116417, 2020, doi: 10.1016/j.jmatprotec.2019.116417.
[65] N. S. M. Sahid, M. M. Rahman, K. Kadirgama, D. Ramasamy, and M. A. Maleque, “Experimental investigation on the performance of the TiO2 and ZnO hybrid nanocoolant in ethylene glycol mixture towards AA6061-T6 machining,” International Journal of Automotive and Mechanical Engineering, vol. 14, no. 1, pp. 3913–3926, 2017, doi: 10.15282/ijame.14.1.2017.8.0318.
[66] G. Singh, M. K. Gupta, M. Mia, and V. S. Sharma, “Modeling and optimization of tool wear in MQL-assisted milling of Inconel 718 superalloy using evolutionary techniques,” The International Journal of Advanced Manufacturing Technology, vol. 97, pp. 481–494, 2018, doi: 10.1007/s00170-018-1911-3.
[67] H. Adibi, H. Esmaeili, and S. M. Rezaei, “Study on minimum quantity lubrication (MQL) in grinding of carbon fiber-reinforced SiC matrix composites (CMCs),” The International Journal of Advanced Manufacturing Technology, vol. 95, pp. 3753–3767, 2018, doi: 10.1007/s00170-017-1464-x.
[68] R. L. Rodriguez et al., “Evaluation of grinding process using simultaneously MQL technique and cleaning jet on grinding wheel surface,” Journal of Materials Processing Technology, vol. 271, pp. 357–367, 2019, doi: 10.1016/j.jmatprotec.2019.03.019.
[69] J. Oudyk, A. T. Haines, and J. D’Arcy, “Investigating respiratory responses to metalworking fluid exposure,” Applied occupational and environmental hygiene, vol. 18, no. 11, pp. 939–946, 2003, doi: 10.1080/10473220390237610.
[70] A. Zeka, D. Kriebel, S. M. Kennedy, and D. H. Wegman, “Role of underlying pulmonary obstruction in short‐term airway response to metal working fluid exposure: A reanalysis,” American journal of industrial medicine, vol. 43, no. 3, pp. 286–290, 2003, doi: 10.1002/ajim.10179.
[71] M. Ahamed, M. A. Siddiqui, M. J. Akhtar, I. Ahmad, A. B. Pant, and H. A. Alhadlaq, “Genotoxic potential of copper oxide nanoparticles in human lung epithelial cells,” Biochemical and biophysical research communications, vol. 396, no. 2, pp. 578–583, 2010, doi: 10.1016/j.bbrc.2010.04.156.